А.И. Сом
Журнал "Автоматическая сварка". - 2022.
- №4. - стр. 14-18.
Досліджено особливості центробіжного плазмового наплавлення з використанням порошків трьох сплавів різних систем
легування на основі заліза та нікеля. Встановлено, що при центробіжному плазмовому наплавленні найкращі зварювально-технологічні властивості має дослідний порошок на основі заліза, який забезпечує отримання наплавленого металу
типу 200Х15Д2МС2Р. Шар, який наплавлено цим порошком, має однорідну за висотою мікроструктуру та забезпечує
збільшення зносостійкості втулок у 5-6 разів у порівнянні з серійними, які виготовлено зі сталі 70 і загартовано СВЧ.
Запропоновано конструкцію складової втулки зі змінною наплавленою гільзою, яка є більш технологічною у виготовленні та дозволяє виконувати її ремонт шляхом простої заміни зношеної гільзи. Бібліогр. 10, табл. 1, рис. 8.
Ключові слова: центробіжне плазмове наплавлення, сплави для наплавлення, наплавлений метал, структура металу,
зносостійкість, карбіди, твердість, товщина шару
Вступ. Бурові насоси використовуються в
нафтогазовій ґалузі для промивання свердловин
під час буріння [1]. Підтримання високого тиску
та необхідних витрат розчину для промивання в
свердловині переважно залежить від надійної роботи пари циліндрова втулка – поршень. На жаль,
через високий вміст у розчині для промивання
абразивних часток циліндрові втулки швидко зношуються та виходять з ладу.
Втулки виготовляються з інструментальних
сталей 70, 95Х18, Х12МФ. Найчастіше використовується сталь 70 як наибільш доступна та дешева.
Проте виготовлені з цієї сталі втулки експлуатуються до виходу з ладу всього 150…200 год, чого
явно недостатньо. Для підвищення зносостійкості
втулок використовуються різні методи зміцнення
їх робочої поверхні. На практиці найширше використовується загартування струмами високої частоти (СВЧ) [2, 3].
Використовуються також біметалічні втулки,
які отримані методом центробіжного лиття. Робочий шар з високохромистого чавуну ЧХ28 товщиною 15…20 мм, що формується при заливанні, загартовується СВЧ на твердість HRC 62…65. Термін
служби таких втулок досягає 600…800 год, що у
багатьох випадках цілком прийнятно [4].
Відомо також застосування втулок з керамічною вставкою, яка забезпечує ресурс роботи до
3000 год. Але вони дуже коштовні та застосовуються дуже рідко [5].
В ІЕЗ ім. Є.О. Патона НАН України для підвищення зносостійкості втулок бурових насосів було
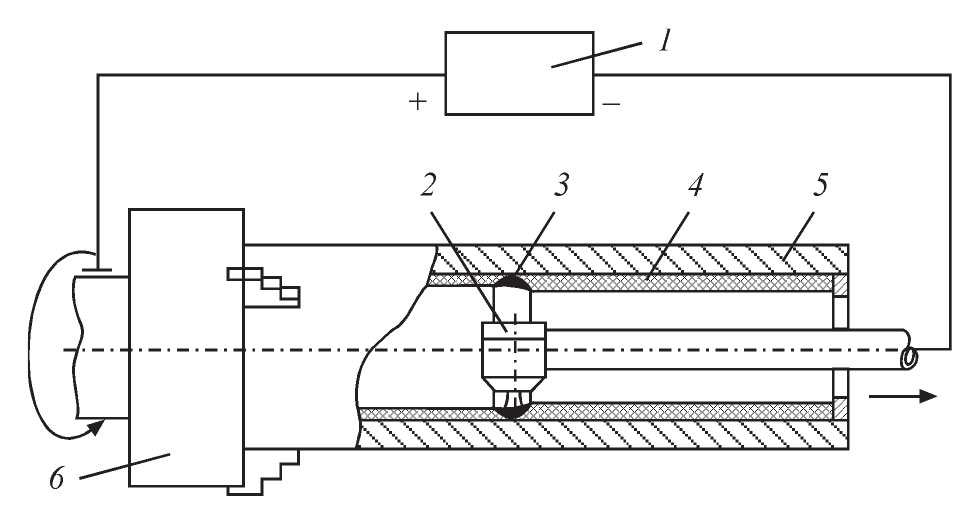
запропоновано використовувати метод центробіжного плазмового наплавлення (ЦПН) [6, 7]. Суть
цього методу полягає в оплавленні шару присадного порошку, який попередньо нанесено на поверхню деталі, що наплавляється, плазмовою дугою
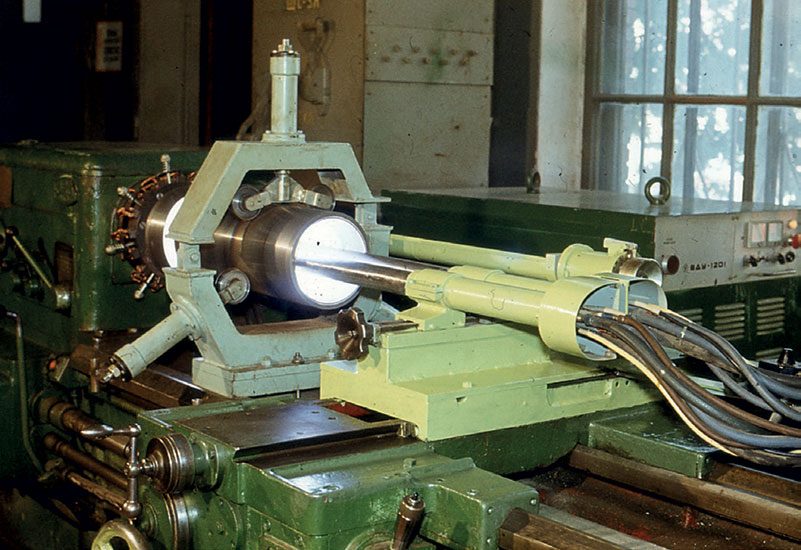
прямої дії, яка горить в аргоні між неплавким вольфрамовим електродом і виробом. Деталь під час
наплавлення обертається з певною швидкістю в патроні модернізованого токарного верстата (рис. 1).
Головна перевага ЦПН – можливість нанесення порівняно тонких (2,5…3,0 мм) шарів зносо- і
корозійностійкого матеріалу з високою продуктивністю та гладкою поверхнею, що дозволяє звести до мінімуму механічну обробку. Проте при
ЦПН можлива поява структурної неоднорідності
по висоті (товщині) наплавленого шару внаслідок
можливої різної питомої щільності структурних
складових наплавленого металу. Така структурна
неоднорідність може негативно впливати на службові властивості наплавленого металу.
Мета роботи полягає у виборі зносостійких порошків, придатних для центробіжного плазмового наплавлення втулок, дослідженні їх зварювально-технологічних властивостей, мікроструктури
та зносостійкості наплавлених шарів. Також було
необхідно розробити конструкцію біметалічних
втулок, виконати їх наплавлення та наступну дослідно-промислову перевірку в різних кліматичних умовах.
Матеріали та методики проведення експериментів і досліджень. При виборі порошків для
наплавлення ґрунтувались на технологічних особливостях способу ЦПН і вимогах, які ставляться до наплавленого шару втулок. Наплавлений
метал, який задовольняє цим вимогам, повинен
бути стійким до абразивного та гідроабразивного
зношення, кавітації, мати достатні корозійну стійкість і ливарні властивості.
Для дослідження та наплавлення дослідних
втулок було обрано три порошки, які забезпечують отримання зносостійких сплавів на основі нікеля та заліза (див. табл.).
Хімічний склад досліджуваних типів наплавленого металу
Номер з/п
Тип наплавленого металу (марка порошку)
Масова частка елементів, %
C
Si
В
Cr
Ni
Fe
Mo
Інші
1
Н75Х15С4Р4 (ПГ-СР4)*
0,74
3,25
3,74
16,2
Основа
2,1
–
–
2
250Х30С2Р (ПГ-АН1)*
2,21
2,15
1,61
29,6
–
Основа
-
2,08 Мn
3
200Х15Д2МС2Р (дослідний)
2,24
2,43
1,31
14,9
–
Основа
1,15
2,12 Cu0,
0,48 Al–Ce
*Виготовлено за ГОСТ 21448-75 [8].
Сплав № 1 – широко відомий самофлюсуючий сплав на основі нікеля. Він має високу зносостійкість, низьку температуру плавління
(1050…1100 °С) та відмінні ливарні якості.
Сплав № 2 – високохромистий чавун, який додатково легований бором для підвищення зносостійкості та покращення ливарних якостей.
Сплав № 3 – дослідний сплав на основі заліза, який розроблено спеціально для ЦПН з урахуванням технологічних особливостей цього методу
наплавлення. Для подрібнення структури його додатково леговано 0,5% алюмоцерія.
Дослідження зварювально-технологічних
властивостей порошків проводили при наплавленні
зразків у вигляді товстостінних втулок, які імітують
реальні деталі. Розміри втулок: внутрішній діаметр
100 мм, зовнішній – 160 мм і довжина 200 мм. Режими наплавлення обирали з урахуванням результатів досліджень [6, 9]. Критерієм оцінки слугувала кількість тріщин у наплавленому шарі, наявність
на його поверхні нерівностей, зашлакувань і пор, а
також металургійного зв’язку між основним і наплавленим металом. З цих втулок вирізали зразки
для досліджень мікроструктури, твердості та зносостійкості наплавленого металу.
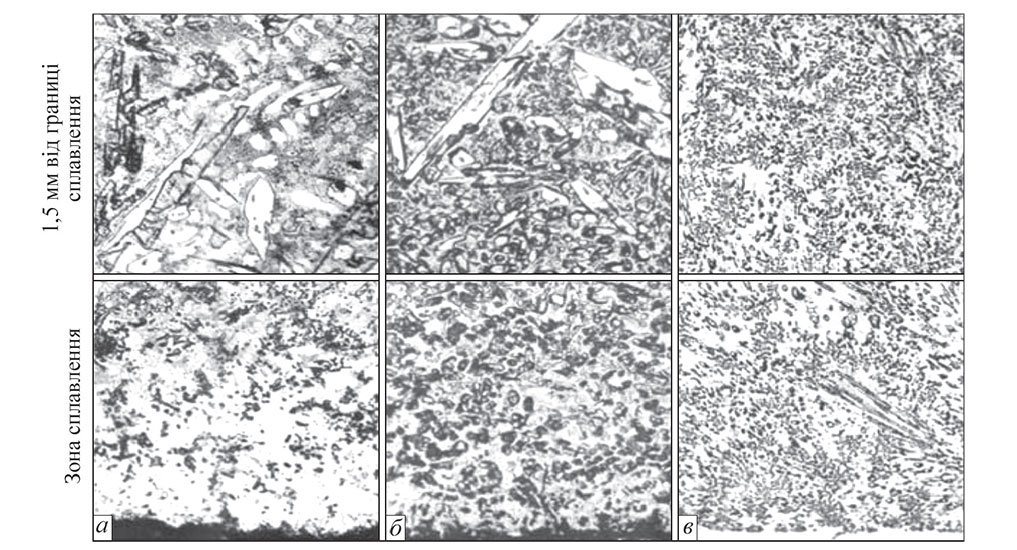
Рис. 2. Мікроструктура (×320) металу, наплавленого центробіжним плазмовим способом: а – наплавлений метал Н75Х15С4Р4; б – наплавлений метал 250Х30С2Р; в – дослідний наплавлений метал 200Х15Д2МС2Р
Рис. 2. Мікроструктура (×320) металу, наплавленого центробіжним плазмовим способом: а – наплавлений метал Н75Х15С4Р4; б – наплавлений метал 250Х30С2Р; в – дослідний наплавлений метал 200Х15Д2МС2Р (Відкрити зображення в повному розмірі:)
Результати досліджень та їх обговорення.
Дослідження наплавлених зразків показали, що
всі три порошки забезпечують добре формування
наплавленого металу. Поверхня наплавлених шарів є достатньо гладкою з невеликим налітом оксидної плівки, яка легко видаляється. Пори та зашлакування відсутні.
Проте в наплавленому металі всіх трьох типів
було виявлено поздовжні тріщини. Найбільша
їх кількість (3) була в наплавленому металі № 2.
Уникнути їх не вдалося ні за рахунок збільшення погонної енергії наплавлення, ні за рахунок
використання попереднього підігріву. Повністю
уникнути появи тріщин вдалося тільки за рахунок зменшення товщини стінки втулки до 15 мм.
У цьому випадку вони прогріваються більш рівномірно та стають менш жорсткими.
При ЦПН формування структури наплавленого металу має свої особливості. Шар наплавленого металу при ЦПН формується при повільному
охолодженні та в умовах дії значних центробіжних
сил (до 50 g), які можуть призвести до структурної
неоднорідності за товщиною наплавленого шару
внаслідок ліквації фаз з-за різної їх щільності.
Дослідження мікроструктури наплавленого металу №№ 1 і 2 показали, що в них можна виділити дві зони – евтектичну протяжністю 0,3...0,4 мм
у границі сплавлення та заевтектичну з великими первинними карбідами та карбоборидами хрому в середній і верхній зонах наплавленого шару
(рис. 2, а, б). Ці карбіди, як легші, витісняються
вгору та розташовуються за напрямком тепловідведення. У наплавленому металі № 3 (рис. 2, в)
помітної структурної неоднорідності не виявлено.
Мікроструктура має евтектичний характер по всій
товщині шару без великих первинних карбідів і
карбоборидів хрому.
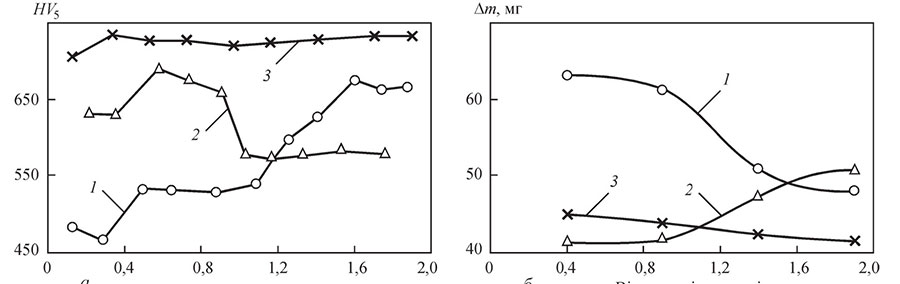
Рис. 3. Розподіл твердості (а) та зносостійкості (б) за товщиною шару, наплавленого центробіжним способом порошками ПГ-СР4 (1), ПГ-АН1 (2) і дослідним порошком (3)
Рис. 3. Розподіл твердості (а) та зносостійкості (б) за товщиною шару, наплавленого центробіжним способом порошками ПГ-СР4 (1), ПГ-АН1 (2) і дослідним порошком (3) (Відкрити зображення в повному розмірі:)
Евтектична та заевтетична зони наплавленого металу №№ 1 і 2 відрізняються і за твердістю.
У наплавленому металі № 1 вона збільшується за
напрямком до поверхні, а у наплавленому металі
№ 2, навпаки, зменшується (рис. 3, а, криві 1 і 2).
На відміну від цього, твердість по товщині наплавленого шару № 3 є стабільною (рис. 3, а, крива 3). Вона дорівнює HV5 700...720.
Враховуючи структурну неоднорідність наплавленого металу по товщині наплавленого
шару, досліджували зносостійкість кожної його
зони окремо. Для цього шар зішліфовували на різну глибину з кроком 0,5 мм. Умови випробувань
було обрано такими, щоб лінійний знос зразка у
досліджуваній зоні не перевищував вказаної величини. Випробування проводили на машині НК-М
[10]. Параметри випробувань: швидкість ковзання
зразків 0,6 м/с, середній питомий тиск на зразок
0,5 МПа, шлях тертя 400 м. У якості абразиву використовували кварцевий пісок. Результати випробувань наведено на рис. 3, б.
Як бачимо, зносостійкість наплавленого металу №№ 1 і 2 в різних зонах відрізняється, хоча й
незначно (15…20 %). Вона знаходиться у певній
кореляції з твердістю, тобто зі збільшенням твердості в заевтектичній зоні для сплаву № 1 зносостійкість збільшується, а зі зменшенням (для
сплаву № 2) – вона також зменшується.
Зносостійкість дослідного наплавленого металу № 3 також, як і його твердість, по товщині
шару знаходиться на дуже високому рівні та змінюється мало, що робить цей тип наплавленого
металу дуже перспективним матеріалом для ЦПН
втулок.
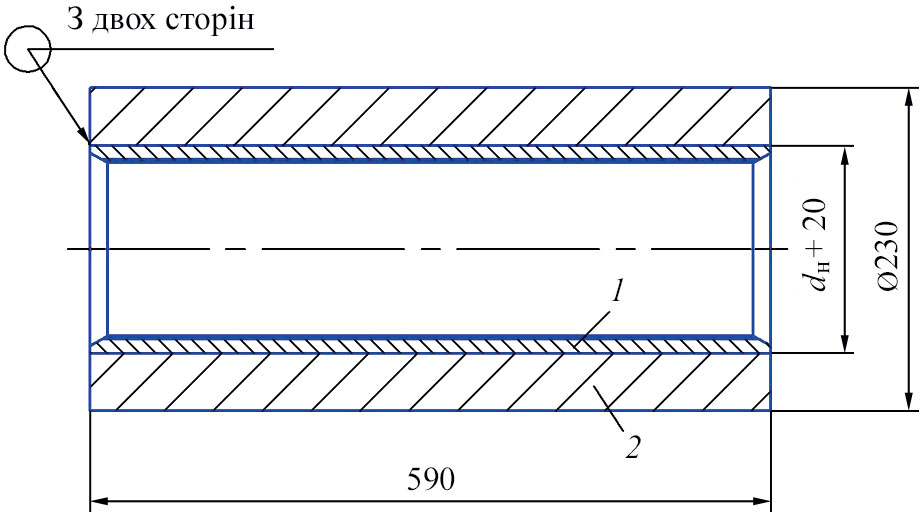
Рис. 4. Конструкція складової втулки бурового насосу У8-6МА2 з наплавленою гільзою: 1 – наплавлена тонкостінна гільза; 2 – корпус
Рис. 4. Конструкція складової втулки бурового насосу У8-6МА2 з наплавленою гільзою: 1 – наплавлена тонкостінна гільза; 2 – корпус
Дослідно-промислова перевірка результатів
досліджень. На підставі проведених досліджень
для наплавлення дослідних деталей було обрано
порошки №№ 1 і 3, які показали найкращі результати за зносостійкістю. При виготовленні втулок
було реалізовано конструкцію складової втулки,
що складається із товстостінного корпусу та тонкостінної наплавленої гільзи, яка вставляється в
нього за горячою посадкою (рис. 4).
Матеріал корпусу та гільзи – сталь 20. Складові втулки, незважаючи на більшу трудомісткість
виготовлення у порівнянні з цільними, мають низку переваг:
наплавлення тонкостінної гільзи (10…12 мм) менш енерговитратне, простіше з точки зору попередження тріщин у наплавленому шарі та більш продуктивне;
напруження стиснення, які виникають у наплавленому металі при запресуванні гільзи, сприятливо позначаються на його працездатності, оскільки знижують напруження розтягування, які виникають при роботі втулки під дією внутрішнього робочого тиску;
складові втулки є ремонтнопридатними за рахунок можливості заміни зношеної біметалевої гільзи на нову, зберігаючи старий товстостінний корпус, що дозволяє економити велику кількість металу та знижує трудові витрати.
Наплавлення заготовок дослідних гільз проводили на установці УД-251, яку зроблено на базі
токарного верстата, одночасно двома плазмотронами (рис. 5).
Товщину наплавленого шару обирали виходячи з величини допустимого зносу, припуску на
механічну обробку та усадки заготовок, що виникають в результаті їх нагріву при наплавленні. Середня товщина наплавленого шару знаходилась у
межах 2,5...3,0 мм, після шліфування – 1,5...2,0 мм.
На першому етапі було виготовлено 10 втулок
до насосу У8-6МА2, з яких 4 втулки діаметром
180 мм було наплавлено порошком сплаву № 1,
а 6 втулок діаметром 160 мм – порошком сплаву
№ 3. Зразок наплавленої втулки з частковим шліфуванням показано на рис. 6.
Рис. 6. Зовнішній вигляд наплавленої втулки діаметром 160 мм
Випробування дослідних втулок проводили в
Західній Україні при турбінному бурінні. Умови
проведення випробувань: глибина буріння – до
2500 м, тиск в насосі – 11…14 МПа, щільність розчину 1,11…1,18 т/см3, статичне напруження зсуву (СНС)-5/10, вміст абразиву в розчині – 3...5 %.
Методика випробувань передбачала роботу на
одному й тому ж насосі дослідної втулки в парі з
серійною, яку виготовлено зі сталі 70 і зміцнено
загартуванням СВЧ. У тих випадках, коли серійні
втулки виходили з ладу раніше за дослідні, їх замінювали на нові. При випробуваннях використовувались поршні з гумовими манжетами Бакинського заводу «Нефтемашремонт» ТУ 26-02-1059-87.
Порівняльні випробування наплавлених і
серійних втулок показали, що наплавлений метал на нікелевій основі № 1 (Н75Х15С4Р4), незважаючи на досить високу твердість HRC 59,
має низьку стійкість, особливо при підвищеному
тиску промивного розчину. За 100 год роботи при
турбінному бурінні знос втулок досягав 0,6 мм на
сторону. На поверхні наплавленого шару було виявлено глибокі подовжні подряпини (рис. 7, а), а
також осередки кавітаційного руйнування.
До того ж, при роботі в парі з цим сплавом
швидко виходили з ладу гумові манжети поршнів
(рис. 8).
Поршні доводилось замінювати через кожні 20 год роботи, в той час як у парі з серійними
втулками вони працюють 70…80 год. Причиною
такого явища може бути низька теплопровідність
нікелевого сплаву, через що тепло погано відводиться із зони тертя гумової манжети та наплавленого робочого шару втулки. У цих умовах гума
встигає нагрітися до температури деструкції та
зруйнуватися.
Рис. 8. Зовнішній вигляд поршня з гумовими манжетами після досліджень втулки, яку наплавлено порошком сплаву Н75Х15С4Р4
Рис. 8. Зовнішній вигляд поршня з гумовими манжетами після досліджень втулки, яку наплавлено порошком сплаву Н75Х15С4Р4 (Відкрити зображення в повному розмірі:)
Втулки, які наплавлено порошком дослідного
сплаву на основі заліза (200Х15Д2МС2Р) показали достатньо високу стійкість. Середнє напрацювання дорівнює 1150…1200 год, що в 5-6 разів
вище за стійкість серійних деталей у цих умовах.
Частина деталей після 1200 год експлуатації не
відпрацювала свій ресурс і була знята з випробувань у зв’язку із закінченням бурових робіт.
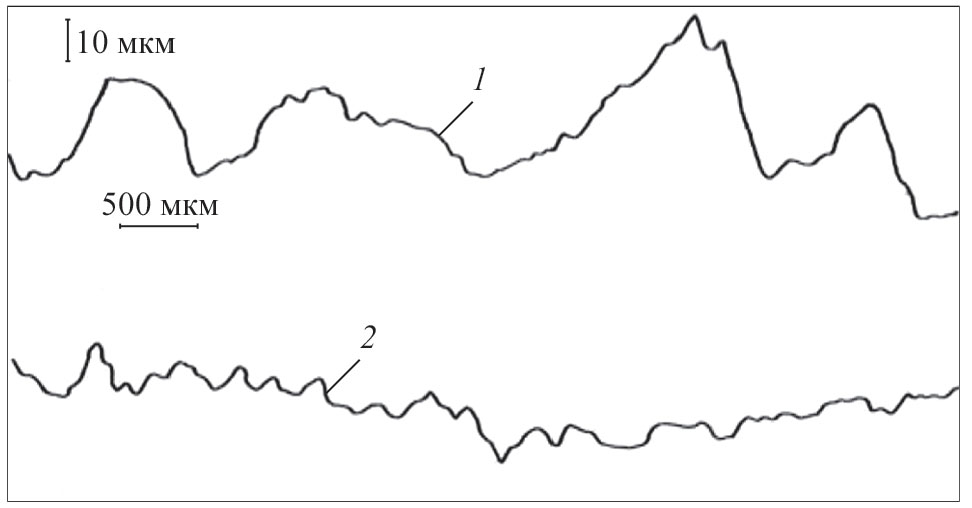
Дослідження робочих поверхонь втулок після
випробувань показало, що на них також присутні
подовжні подряпини, однак висота мікронерівностей значно менша, ніж у двох попередніх випадках (рис.7, б). Характерних для серійних втулок
«промивів» на жодній з наплавлених втулок не
спостерігалось. Слід зазначити також, що термін
служби поршнів у парі з втулками, які наплавлено
порошком дослідного сплаву № 3, у 1,5…2,0 рази
вищий у порівнянні з серійними втулками, що
пояснюється, мабуть, більш сприятливим мікрорел’єфом робочої поверхні та вищою теплопровідністю робочого шару.
Було виготовлено та випробувано ще декілька партій втулок, наплавлених порошком дослідного сплаву, які також підтвердили їх високу
працездатність.
Висновки
Список літератури
Висновки
Центробіжне плазмове наплавлення є ефективним способом підвищення зносостійкості втулок насосів. Оптимальна товщина наплавленого
шару, виходячи з умов експлуатації та припусків
на механічну обробку, складає 2,5...3,0 мм.
Запропоновано до слідний порошок
200Х15Д2МС2Р, що повністю задовольняє потребам центробіжного плазмового наплавлення
та забезпечує високу зносостійкість металу, який
наплавлено цим порошком. Втулки бурових насосів, наплавлені цим порошком, показали при проведенні робіт у Західній Україні в 5…6 разів вищу
стійкість, ніж серійні, які виготовлено зі сталі 70
і зміцнено загартуванням СВЧ. При цьому також
відмічено підвищення стійкості в 1,5…2,0 рази
поршнів із гумовими манжетами.
Розроблена конструкція складової втулки зі
змінною гільзою є цілком технологічною та забезпечує високу працездатність бурового насоса. Завдяки можливостям ремонту вона дозволяє економити значну кількість дефіцитного металу.
Список літератури
Николич А.С. (1973) Поршневые буровые насосы. Москва, Недра.
Мкртычан Я.С. (1984) Повышение эффективности эксплуатации буровых насосных установок. Москва, Недра.
Самойлович Ю.А. (2017) Повышение эксплуатационного ресурса втулки бурового насоса термоциклической обработкой материала втулок. Сталь, 4, 44–49.
Сайт ООО «БурСнаб» http://www.bursnab.com, Москва.
Сайт ООО «РосПромБур» http://www.rosprombur.ru, Москва.
Гладкий П.В., Сом А.И., Переплетчиков Е.Ф. (1984) Центробежная наплавка. Новые процессы наплавки, свойства наплавленного металла и переходной зоны. Киев,
ИЭС им. Е.О. Патона, 31–34.
Ющенко К.А., Гладкий П.В., Сом А.И. и др. (1991) Способ центробежной наплавки. А.с. СССР № 1636151.
Опубл. 23.03.1991.
(1979) Наплавочные материалы стран-членов СЭВ. Каталог. МЦНТИ.
Сом А.И., Зельниченко А.Т. (2010) Численный расчет
тепловых процессов при центробежной плазменно порошковой наплавке. Автоматическая сварка, 6, 16–21.
Юзвенко Ю.А., Гавриш В.А., Марьенко В.О. (1979) Лабораторные установки для оценки износостойкости наплавленного металла. Теоретические и технологические
основы наплавки. Свойства и испытания наплавленного
металла. Киев, ИЭС им. Е.О. Патона, 23–27.

 металу, наплавленого центробіжним плазмовим способом: а – наплавлений метал Н75Х15С4Р4; б – наплавлений метал 250Х30С2Р; в – дослідний наплавлений метал 200Х15Д2МС2Р")
 та зносостійкості (б) за товщиною шару, наплавленого центробіжним способом порошками ПГ-СР4 (1), ПГ-АН1 (2) і дослідним порошком (3)")




 та 200Х15Д2МС2Р (2)")