Влияние схемы ввода порошка в дугу на его потери и эффективность процесса плазменно-порошковой наплавки
Cтатья: Автор - Сом А.И.
Журнал "Автоматическая сварка". - 2015.
- №5-6. - стр. 26-29.
Эффективность процесса плазменно-порошковой наплавки (ППН) во многом зависит от эффективности нагрева и плавления присадочного порошка в дуге. Чем лучше нагревается порошок в дуге, тем меньше его потери и выше производительность наплавки при одинаковых параметрах процесса. Меньше также проплавление основного металла и лучше формирование наплавляемого валика.
Известно [1], что эффективность нагрева порошка при ППН в значительной степени зависит от схемы и параметров ввода его в дугу, которые определяют траектории и скорости полета частиц, а также время пребывания их в дуге. Процесс нагрева и плавления порошка в дуге подробно рассмотрен в работах [2, 3]. Практические рекомендации этих исследований легли в основу разработки современных плазмотронов [4].
")
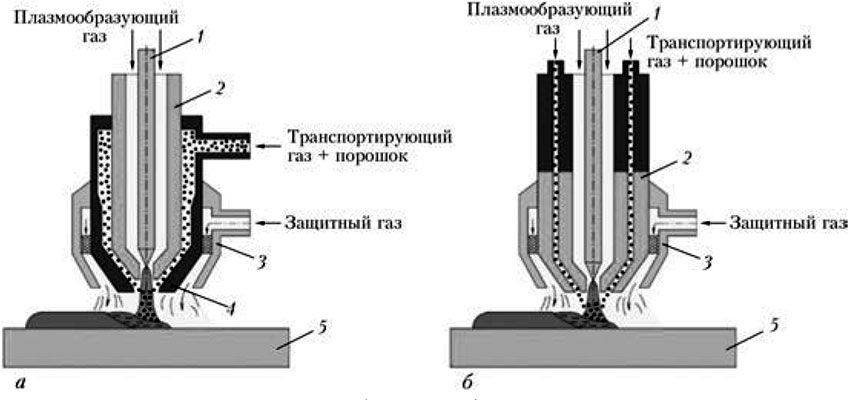
Рис. 1. Схемы ввода порошка в дугу: а — внутренняя; б — внешняя (1 — электрод; 2–4 — соответственно сопло плазмообразующее, защитное и фокусирующее; 5 — деталь)
Сегодня для ППН наиболее широко используются две схемы ввода порошка в дугу — внутренняя и внешняя [3, 4]. В первом случае (рис. 1, а) порошок подается в дугу внутри плазмотрона в виде равномерно распределенного по окружности потока частиц через коническую щель, образованную плазменным и фокусирующим соплами. Во втором (рис. 1, б) — снаружи плазмотрона через одно или несколько отверстий в торце плазмообразующего сопла. В этом случае фокусирующее сопло отсутствует.
Цель настоящей работы — дать количественную оценку этим схемам с точки зрения потерь порошка, эффективности и надежности процесса наплавки и на этой основе предложить практические рекомендации по их рациональному использованию.
Потери порошка изучали при наплавке валиков различной ширины и толщины с различной производительностью на плоские образцы из стали 20. ширину валиков варьировали в пределах 5…30 мм, толщину 1…5 мм, производительность 10…50 г/мин. В качестве присадочного материала использовали порошок нержавеющей стали типа 10х18Н10Т (аналог AISI 321) двух фракций 63…100 и 100…200 мкм. Как указано в работе [3], закономерности движения и нагрева этого типа порошка в дуге характерны для подавляющего большинства порошков, используемых для ППН. Кроме того, он сравнительно тугоплавкий и имеет короткую ванну при наплавке, что очень важно при исследовании потерь порошка.
Исследования проводили на оборудовании фирмы «Плазма-Мастер Лтд» с использованием плазмотрона PP-6-01 [4], имеющего внутреннюю систему подачи порошка, и экспериментального плазмотрона с внешней системой подачи, аналогичной той, что применяется в плазмотронах ведущих мировых производителей Castolin, Deloro Stellite, Commersald и др.
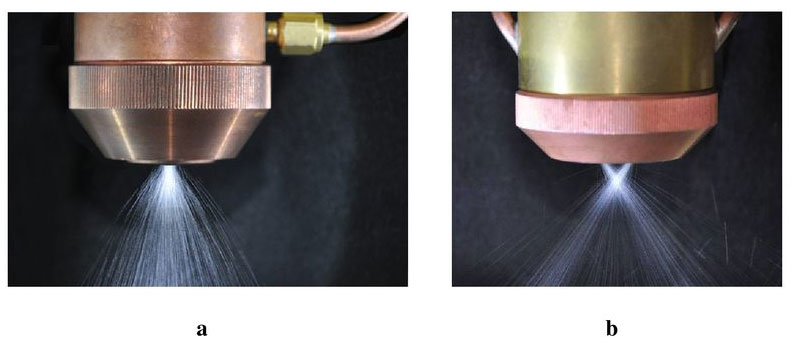
 и экспериментального плазмотрона (б)")
В плазмотроне PP-6-01 порошок через входной штуцер сначала попадает в специальную распределительную камеру, где он равномерно распределяется по окружности, а затем через систему пазов, равномерно расположенных на конической поверхности плазмообразующего сопла, вводится в дугу. Пазы направляют частицы порошка прямо в центральную, наиболее нагретую часть дуги.
Фокус встречи частиц порошка находится на расстоянии 3 мм от торца фокусирующего сопла. Диаметры плазмообразующего и фокусирующего сопел в данных экспериментах равнялись соответственно 5 и 8 мм.
В экспериментальном плазмотроне присадочный порошок, предварительно разделенный на два одинаковых потока, подается в дугу непосредственно через два отверстия диаметром 1,4 мм, выполненные в торце плазмообразующего сопла диаметрально противоположно друг другу. Угол ввода порошка в дугу относительно вертикальной оси также, как и в плазмотроне PP-6-01, составляет 35°. Фокус встречи частиц порошка находится на расстоянии 8 мм от торца плазмообразующего сопла, диаметр которого в экспериментах равнялся 5 мм. При наплавке плазмотрон ориентировали так, чтобы подача порошка происходила в плоскости перпендикулярно оси наплавляемого валика. В обоих случаях расстояние плазмотрона до наплавляемой поверхности 10 мм.
На рис. 2 показаны факелы истечения порошка из плазмотрона PP-6-01 (рис. 2, а) и экспериментального плазмотрона (рис. 2, б) при подаче 50 г/мин. расход транспортирующего газа в обоих случаях был минимально возможным для исключения забивания порошка в каналах плазмотронов и составлял 2 л/мин. При этом начальная скорость полета частиц в момент входа их в дугу равнялась 1,0…1,5 м/с для плазмотрона PP-6-01 и 2…3 м/с для экспериментального плазмотрона. Разница эта обусловлена разным сопротивлением каналов подачи порошка в этих системах.
Потери порошка определяли как разницу между общим расходом порошка, подаваемого питателем, и массой наплавленного металла за одно и то же время. Массу наплавленного металла вычисляли путем взвешивания образца до наплавки и после. Протяженность наплавки 200 мм. Взвешивание образцов проводили на лабораторных весах с точностью до 0,05 г.
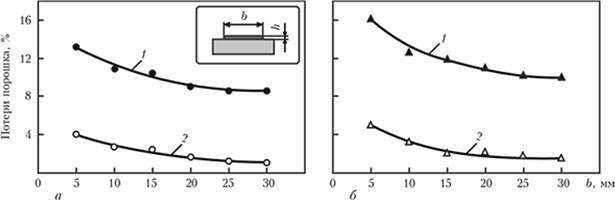
 и внутренней (2) схемах его ввода в дугу:
а — фракция порошка 63…100; б —100…200 мкм")
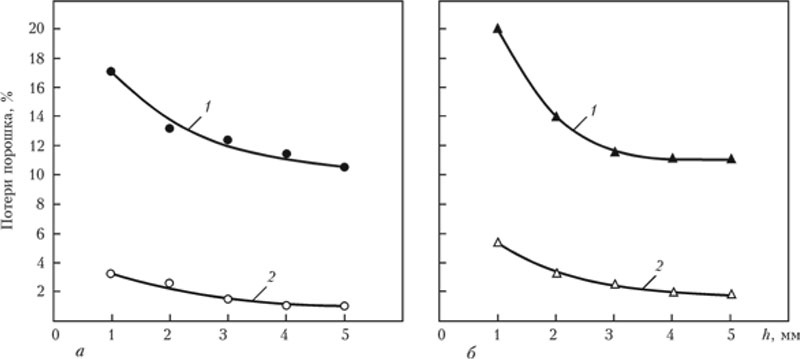
Рис. 4. Зависимость потерь порошка от высоты наплавляемого валика при внешней (1) и внутренней (2) схемах его ввода в дугу: а — фракция порошка 63…100; б —100…200 мкм
Как показали эксперименты, наибольшие потери порошка наблюдаются при внешней схеме его ввода в дугу. Особенно это проявляется при наплавке узких и тонких валиков с использованием крупнозернистого порошка. В этих случаях они достигают 20 % (рис. 3, б, 4, б). С увеличением ширины и толщины валиков потери порошка заметно уменьшаются вследствие более благоприятных условий попадания частиц в сварочную ванну. При использовании мелкого порошка потери его еще больше уменьшаются, однако остаются достаточно большими — 8…10 % (рис. 3, а, 4, а). Такие большие потери порошка при внешней схеме ввода обусловлены прежде всего неблагоприятными условиями нагрева его в дуге. Из-за низкого расположения точки ввода порошка и большой начальной скорости частиц время его пребывания и нагрева в дуге ограничено. Кроме того, локальные струи холодного транспортирующего газа деформируют столб дуги и снижают температуру плазмы в зоне нагрева. По расчетным данным работы [3] до температуры плавления стали 10х18Н10Т при такой схеме ввода могут быть нагреты лишь частицы мельче 50 мкм. Более крупные частицы, которые не попали в сварочную ванну, пролетают мимо и теряются.
")
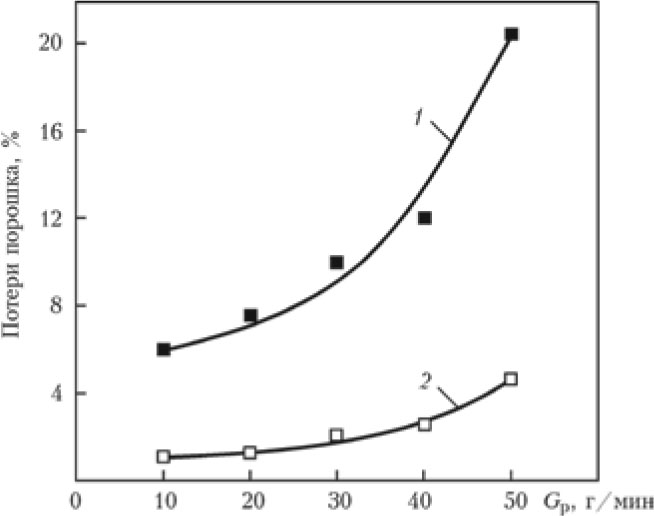
Рис. 5. Зависимость потерь порошка от величины подачи при разных схемах его ввода в дугу: 1 — внешняя; 2 — внутренняя (фракция порошка 63…200 мкм., размеры валика: ширина 20 мм, высота 3 мм)
Значительно лучшие результаты мы наблю внутренней подаче порошка. хотя, в общем закономерности похожи, уровень потерь порошка здесь значительно ниже. Нет также большой разницы между мелкой и крупной фракциями. В самых неблагоприятных условиях потери порошка не превышают 5 % против 20 % при внешней подаче. При наплавке широких и полных валиков потери порошка составляют всего 1…2 % (рис. 3, а, 4, а).
В ходе экспериментов было замечено, что потери порошка зависят не только от геометрических размеров наплавляемого валика, но и от производительности, на которой ведется процесс наплавки. С увеличением подачи порошка потери его также увеличиваются, особенно при внешней подаче (рис. 5).
 и внешней (б) схемах его ввода в дугу")
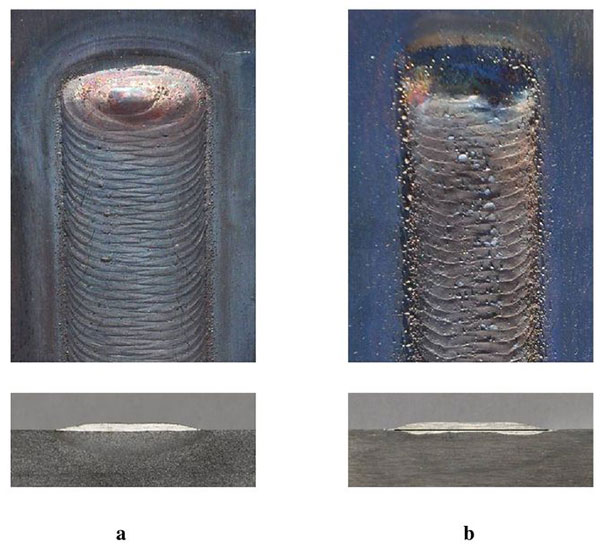
Рис. 6. Внешний вид и макрошлифы наплавленных валиков при внутренней (а) и внешней (б) схемах его ввода в дугу
(Відкрити зображення в повному розмірі:)
Это можно объяснить тем, что с увеличением подачи порошка растет плотность частиц в дуге и увеличивается вероятность их упругого столкновения между собой в момент вхождения в дугу, в результате чего они вылетают с дуги и теряются. При внешней подаче вследствие того, что порошок подается в дугу более сосредоточенными потоками навстречу друг другу, вероятность столкновения частиц значительно больше. Кроме потерь порошка, важными показателями эффективности процесса наплавки является также формирование слоя, проплавление основного металла и удельные энергетические затраты. Здесь внутренняя схема подачи порошка имеет также явные преимущества, особенно при наплавке тонких слоев.
На рис. 6 показан внешний вид и макрошлифы поперечного сечения наплавленных валиков шириной 20 мм и высотой 1 мм. Из него видно, что формирование валика, наплавленного при внутренней подаче порошка, значительно лучше, а проплавление основного металла заметно меньше, чем при внешней. Это достигается благодаря лучшему нагреву порошка в дуге и большему коэффициенту его использования. распределение энергии плазменной дуги здесь такое, что большая часть ее расходуется на нагрев порошка, а не на изделие, т.е. тепловыделение в деталь значительно меньше. равномерно распределенный по окружности поток транспортирующего газа оказывает дополнительное стабилизирующее действие на дугу и также способствует лучшему формированию валика. В результате совместного действия этих факторов процесс наплавки с внутренней подачей порошка энергетически более выгодный, чем при внешней. При одинаковой производительности ток наплавки в этом случае требуется на 10…15 % меньше.
Ниже в таблице в качестве примера приведены оптимальные значения тока дуги при наплавке валиков разных геометрических размеров с использованием обеих схем ввода порошка в дугу.
Оптимальные значения тока при наплавке валиков разных геометрических размеров
| Геометрические размеры валиков, мм | Скорость наплавки, мм/мин | Подача порошка, г/мин | Фракция порошка, мкм | Ток наплавки, А | |
| Внутренняя подача | Внешняя подача | ||||
| b = 10 h = 3 | 140 | 26 | 63…100 | 170 | 190 |
| 100…200 | 180 | 205 | |||
| b = 20 h = 3 | 70 | 34 | 63…100 | 175 | 200 |
| 100…200 | 180 | 210 | |||
| b = 30 h = 3 | 50 | 38 | 63…100 | 180 | 220 |
| 100…200 | 190 | 230 | |||
Проведенные исследования показали, что внутренняя схема подачи порошка обеспечивает значительно лучшие показатели наплавки, чем внешняя. Однако при длительной наплавке на большой производительности, особенно при использовании порошка мелкой фракции менее 100 мкм, было замечено появление капель жидкого металла на выходе из фокусирующего сопла, что приводило к нарушению стабильности процесса и ухудшению формирования наплавляемого валика. С уменьшением производительности, а, следовательно, и тока наплавки, появление капель заметно уменьшалось. При токе менее 150 А мы не наблюдари ли их вовсе. Не наблюдались капли и при использовании порошка крупной фракции более 100 мкм на токах до 300 А. При внешней схеме ввода порошка в дугу такого явления не наблюдалось во всем исследованном диапазоне токов (50…300 А). На практике это нужно учитывать, особенно при наплавке легкоплавких самофлюсующихся порошков на никелевой основе.
Выводы
- Потери порошка при внутренней схеме его ввода в дугу значительно меньше, чем при внешней и при благоприятных условиях не превышают 2 %.
- Внутренняя схема ввода порошка в дугу в целом более эффективна по сравнению с внешней. Она обеспечивает меньшие потери порошка, меньшее проплавление основного металла и лучшее формирование наплавляемого валика при меньших энергозатратах.
- При использовании плазмотронов с внешней подачей порошка для повышения эффективности процесса наплавки следует использовать порошок более мелкой фракции менее 100 мкм, а для плазмотронов с внутренней подачей — более 100 мкм.
- С целью уменьшения потерь порошка при наплавке плазмотроном с внешней подачей процесс следует вести с небольшой производительностью менее 30 г/мин.
Список использованной литературы
- Гладкий П.В., Павленко А.В., Зельниченко А.Т. Математическое моделирование нагрева порошка в дуге при плазменной наплавке // Автомат. сварка – 1989. – № 11. – С. 17–21, 54.
- Павленко А.В., Гладкий П.В. Особенности нагрева присадочного порошка в дуге при наплавке // Там же. – 1989. – № 11. – С. 33–37.
- Гладкий П.В., Переплетчиков Е.Ф., Рябцев И.А. Плазменная наплавка – Киев: Екотехнологія, 2007. – С. 292.
- Сом А.И. Новые плазмотроны для плазменно-порошковой наплавки // Автомат. сварка – 1999. – № 7. – С. 44–48.