Плазменно-порошковая наплавка композиционных материалов
Автор: Сом А.И.Для наплавки деталей, работающих в условиях интенсивного абразивного изнашивания, наиболее эффективными сегодня являются композиционные сплавы на основе литых карбидов вольфрама (далее релит) [1, 2]. Несмотря на свою дороговизну, они в ряде случаем являются незаменимыми, особенно в горноруднодобывающей отрасли. Композиционные сплавы с успехом применяются для наплавки таких деталей, как замки буровых труб, шарошки буровых долот, зубья ковшей экскаваторов и др. [3-5]. Срок службы деталей, наплавленных этими сплавами, в несколько раз превышает детали, наплавленные заэвтектическими сплавами типа высокохромистых чугунов.

В этой связи поиск эффективных способов наплавки композиционных сплавов, обеспечивающих наилучшее сочетание служебных свойств наплавленного металла, является весьма актуальным. Среди известных технологических процессов, применяемых для наплавки композиционных сплавов, особенно следует выделить PTA-surfacing [6]. Он является наиболее подходящим для этих целей, поскольку использует присадочные материалы в виде порошков, и может применяться как в механизированном, так и в ручном вариантах.
Настоящая статья посвящена исследованию износостойкости наплавленного металла, зависимости от количества и форм армирующих частиц релита, способа их ввода в сварочную ванну, а также типа матрицы.
В экспериментах в качестве материала-связки использовали порошки из сплавов на основе Ni и Fe (табл.1.). Фракция порошков была 56-200 мкм. Выбор этих сплавов неслучайный. Самофлюсующиеся сплавы на Ni-основе широко используются для наплавки композиционных материалов. Они имеют сравнительно низкую температуру плавления (1000-1100 °С), хорошо смачивают зерна релита и достаточно износостойки.
Сплав на Fe-основе данного химического состава предложен впервые для этих целей. Он относится к классу высокованадиевых чугунов и сочетает в себе высокую износостойкость с пластичностью, необходимой для обеспечения сопротивления рабочего слоя ударным нагрузкам. Кроме того, он значительно дешевле сплавов на Ni-основе.
В качестве армирующих материалов использовали порошки дробленного и сферического релита производства ИЭС им. Е.О. Патона. Размеры частиц этих порошков находились в пределах 100-300 мкм.
Наплавку производили на образцы размером 60х100х20 мм из стали 20 плазмотроном ПП-6-02 на оборудовании фирмы "Плазма-Мастер" г. Киев (рис. 1.). Сечение наплавленных валиков было 25х5 мм, производительность наплавки 5 кг/ч.
Подача матричного и армирующего порошков осуществлялась двумя способами - в виде смеси и раздельно. В первом случае, чтобы исключить сепарацию, порошки смешивали путем слияния двух потоков, подаваемых с отдельных питателей, непосредственно перед вводом в плазмотрон. Во втором - порошок матричного сплава подавался в дугу через центральное сопло плазмотрона, а релит - непосредственно в сварочную ванну по специальному каналу.
Цель подачи частиц релита в сварочную ванну состояла в том, чтобы максимально уменьшить тепловое воздействие дуги на них, и тем самым предохранить их от растворения. Особенно это важно при использовании в качестве матрицы сплавов на основе железа [2, 3].
В таблице 2 представлены все опробованные варианты наплавок. Раздельный способ подачи использовали преимущественно для сферического релита, как более перспективного для этого способа.
Из наплавленных пластин вырезали образцы размером 16х16х6 мм для испытаний на износостойкость и образцы для металлографических исследований. Испытания проводили на машине НК "неподвижное кольцо" [7]. Схема испытаний приведена ниже на рис.2, результаты испытаний представлены на рис.3.
Условия испытаний: абразив - кварцевый песок с размером частиц 0,2-0,4 мм, путь трения 400 м, удельное давление на образец 0,5 Мпа, скорость скольжения образца 0,6 м/с. в качестве эталона использовали сталь 45.
Обсуждение результатов
1. Наплавка смесью порошков
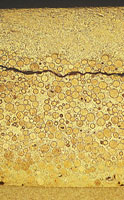
Наилучшие результаты достигнуты при содержании релита в смеси около 50 об.% (варианты 4, 5). Это относится как к сферическому, так и к дробленому релиту. В этом случае обеспечивается хорошее формирование валиков и равномерное распределение частиц релита по сечению (рис.4), что в свою очередь обеспечивает максимальную износостойкость наплавленного металла (рис.3). Если релита в смеси больше, чем 50 об.%, то чтобы хорошо сформировать валик необходимо существенно (на 40-50 %) увеличивать ток наплавки, т.е. увеличивать тепловложение в деталь. Это в свою очередь приводит к заметному растворению частиц, охрупчиванию матрицы и, как следствие, снижению износостойкости.

В наплавленном слое остается не более 30% сферического и не более 25% дробленого релита по объему (рис.5).
При содержании релита < 50 об.% (варианты 1, 2) он весь располагается в нижней части слоя, оставляя незаполненной верхнюю часть. Естественно, износостойкость верхней части, несмотря на некоторое дополнительное легирование C и W, остается низкой (рис.2).
Исследования распределения микротвердости матрицы по высоте слоя и микрорентгеноспектральный анализ показывают, что во всех случаях хотя и в разной степени имеет место растворение карбидов, причем оно более заметное в верхней части .т.е. в зоне действия плазменной дуги. Даже в вариантах 4 и 5 с 50 об.% релита твердость матрицы за счет легирования углеродом и вольфрамом растет с 366 кгс/кв.мм у линии сплавления до 727 в верхней части.
Микротвердость сохранившихся частиц сферического и дробленого релита в сплаве примерно одинаковая и составляет 1850-1900 кгс/кв.мм. Микротвердость полурастворившихся частиц колеблется в пределах 1300-1600 кгс/кв.мм.
Во всех исследованных вариантах присутствовали микротрещины в наплавленном слое. Наименьшее их количество наблюдалось в вариантах 4 и 5, а наибольше в 8 и 9. В вариантах 1 и 2, где верхняя часть валиков была незаполнена карбидами, трещины располагались вдоль границы раздела слоев (рис.6,а).
При использовании сферического релита из-за высоких внутренних напряжений имели место также отколы наплавленного металла.
2. Наплавка при раздельной подаче порошков
Растворение карбидов при раздельной подаче матричного и армирующего материалов минимальное, даже в случае матрицы на Fe-основе (вариант 12, рис.7). Это подтверждается данными микрорентгеноспектрального анализа и замерами микротвердости матриц. Микротвердость матрицы на Ni-основе колеблется в пределах HV01 360-420 кгс/мм2, на Fe-основе - в пределах 540-640 кгс/мм2. Формирование валиков хорошее, трещины в большинстве случаем отсутствуют. Они наблюдаются аналогично наплавке смесью в тех случаях, когда имеет место частичное заполнение объема валика карбидами (варианты 3, 6) (рис.6,б).
Таблица 1.
Химический состав сплавов, использованных в качестве металла-связки
| Тип сплава |
Содержание элементов, мас.
%
|
Твёрдость, HRC
|
||||||||
|
C
|
Si
|
B
|
Ni
|
Cr
|
V
|
Mo
|
Fe
|
Mn
|
||
| Ni-основа |
0,5
|
2,6
|
2,2
|
основа
|
13,5
|
-
|
-
|
2,1
|
-
|
40
|
| Fe-основа |
2,2
|
0,6
|
-
|
2,7
|
18,2
|
7,8
|
2,5
|
основа
|
0,8
|
44
|
Табица 2.
Варианты выполненных наплавок и оценка износостойкости
|
№
|
Тип матрицы
|
Теор. содержание релита, об.
%
|
Способ подачи порошков
|
Форма частиц релита
|
Наличие трещин
|
Потеря массы образца при трении,
г
d слоя = 2,5мм
|
||
|
смесь
|
раздель ная |
сферическая
|
дробленая
|
|||||
|
1
|
Ni-основа
|
40
|
Х
|
Х
|
+
|
0,062
|
||
|
2
|
--//--
|
40
|
Х
|
Х
|
+
|
0,045
|
||
|
3
|
--//--
|
40
|
Х
|
Х
|
+
|
0,069
|
||
|
4
|
--//--
|
50
|
Х
|
Х
|
-
|
0,021
|
||
|
5
|
--//--
|
50
|
Х
|
Х
|
-
|
0,081
|
||
|
6
|
--//--
|
50
|
Х
|
Х
|
+
|
0,058
|
||
|
7
|
--//--
|
50
|
Х
|
Х
|
+
|
0,106
|
||
|
8
|
--//--
|
60
|
Х
|
Х
|
+
|
0,079
|
||
|
9
|
--//--
|
60
|
Х
|
Х
|
+
|
0,092
|
||
|
10
|
--//--
|
60
|
Х
|
Х
|
-
|
0,028
|
||
|
11
|
Fe-основа
|
50
|
Х
|
Х
|
+
|
0,055
|
||
|
12
|
--//--
|
50
|
Х
|
Х
|
+
|
0,042
|
||
|
13
|
--//--
|
60
|
Х
|
Х
|
-
|
0,031
|
||


Рис.8. а - зуб дробилки; б- отбойники дробилки; с - калибровочные ролики.

Износостойкость слоя с Ni-матрицей при равномерном заполнении его карбидами (вариант 10) близка к значению, которое мы имели при наплавке смесью (рис.2). При использовании в качестве матрицы сплава на Fe-основе, она несколько выше (вариант 13).
В целом, износостойкость композиционных слоев со сферическим релитом при прочих равных условиях выше, чем с дробленым. Сферический релит меньше растворяется в сварочной ванне и очень удобный для плазменно-порошковой наплавки.
На рис. 8 приведены примеры наплавки композиционными сплавами реальных деталей.
Выводы
1. Наилучшее сочетание служебных и технологических свойств металла как при наплавки смесью, так при раздельной подаче порошков достигается при содержании карбидов в нем около 50 об.%.
2. При раздельной подаче растворимость сферического и дробленого релитов ниже, чем при наплавке смесью.
3. Качественная наплавка смесью возможна, однако для избежания трещин следует применять более пластичную и более нейтральную к растворению карбидов матрицу.
4. Используя раздельную подачу, можно успешно применять в качестве матрицы сплавы на основе железа, несмотря на потери релита.
Литература по теме:
"Наплавка композиционных сплавов"
1. Юзвенко Ю.А. и др. Особенности газоабразивного износа композиционных сплавов. - Автоматическая сварка, 1972, №8, с. 35-35.
2. Жудра А.П., Белый А.И. Новые композиционные сплавы и результаты исследования их свойств. В кн.: Теоретические и технологические основы наплавки. Наплавленный металл. К., 1977, с. 151-157.
3. Ткаченко М.Е., Подугольников А.И. Разработка и промышленное внедрение композиционного сплава на основе релита для армирования шарошек буровых долот. В книге: Наплавка износостойких и жаростойких сталей и сплавов. Наплавочные материалы. К., 1983, с.17-20.
4. Дудко Д.А. и др. Наплавка и армирование зубьев ковшей экскаваторов износостойким композиционным сплавом. Сварочное производство.-1977, №6, с.16-18.
5. Дудко Д.А. и др. Эффективность наплавки композиционными сплавами деталей, работающих в резиновых смесях. Автоматическая сварка.-1974, №4.
6. B.Bouaifi, B.Reichmann. New areas of application through the development of the high-productivity plasma-arc powder surfacing process. Welding and Cutting. - 50(1998), №12, p. E236-237.
7. Юзвенко Ю.А., Гавриш В.А., Марьенко В.Ю. Лабораторные установки для оценки износостойкости наплавленного металла. В книге: Теоретические и технологические основы наплавки. Свойства и испытания наплавленного металла. К., 1979, с.23-27.