Восстановление шнеков экструдеров и термопластавтоматов плазменно-порошковой наплавкой
Cтатья: Автор - Сом А.И.
Журнал "Автоматическая сварка". - 2019.
- №4. - стр. 35-41.
Исследованы особенности формирования валика на узком гребне витка шнека при плазменно-порошковой наплавке. Показано как зависит форма наплавляемого валика от его сечения и основных технологических параметров наплавки — тока дуги, скорости наплавки и смещения плазмотрона с зенита. Предложены номограммы для выбора параметров режима наплавки. Описаны также оборудование и материалы, применяемые для наплавки. Восстановление шнеков экструдеров и термопластавтоматов плазменно-порошковой наплавкой позволяет не только восстанавливать эти детали, но и повысить в 3…5 раз срок их службы по сравнению с новыми азотированными шнеками. Библиогр. 11, рис. 13.
Ключевые слова: плазменно-порошковая наплавка, шнеки экструдеров и термопластавтоматов, узкий гребень, формирование валика, параметры наплавки, оборудование и материалы
В процессе эксплуатации шнеки экструдеров и термопластавтоматов интенсивно изнашиваются, особенно при переработке композиционных пластиков с наполнителями, обладающими абразивными действиями. Износ этих деталей происходит преимущественно по гребням витков, в результате чего увеличивается рабочий зазор между шнеком и цилиндром и, как следствие, происходит падение производительности шнековой машины в целом. Несмотря на азотирование, которое применяется для повышения износостойкости, срок их службы в ряде случаев не превышает 6-8 месяцев. Детали эти по конструкции сложные (рис. 1) и дорогие, поэтому восстановление и увеличение их срока службы является очень актуальной задачей. Наиболее эффективным способом восстановления шнеков является наплавка тонкого слоя (1…2 мм) износо- и коррозионностойкого сплава на гребень витка. Наилучшим образом для этой цели подходит способ плазменно-порошковой наплавки (ППН), который благодаря своим технологическим возможностям позволяет обеспечить отличное формирование наплавленного валика при минимальном оплавлении гребня витка [1–5].
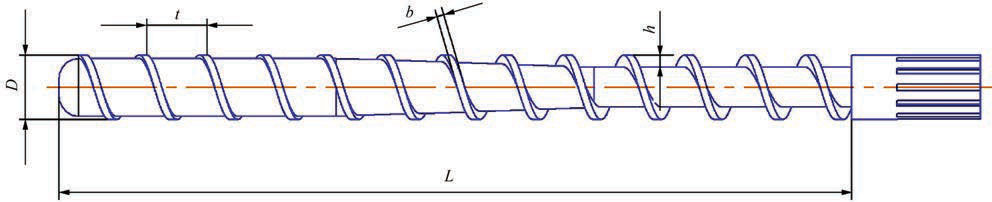
Наплавка на гребень витка шнека является достаточно сложной технологической задачей в силу конструктивных особенностей этих деталей. Прежде всего, это большое соотношение длины к диаметру, достигающее у современных машин 30, и меняющиеся размеры витков по длине детали — ширина и высота. Усложняет наплавку также большая номенклатура шнеков, у которых диаметр может меняться от 20 до 300 мм, длина от 600 до 6000 мм, а ширина и высота витков — от 3 до 30 мм.
 и форма наплавленных валиков при малой (б) и близкой к оптимальной (в) площади поперечного сечения")
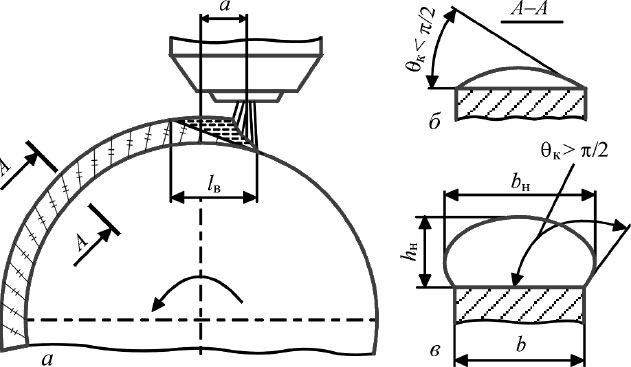
Рис. 2. Схема наплавки на гребень витка шнека (а) и форма наплавленных валиков при малой (б) и близкой к оптимальной (в) площади поперечного сечения
Ранее в ИЭС им. Е.О. Патона, а затем в фирме «Плазма-Мастер Лтд» с участием автора данной статьи была проделана большая комплексная работа по оптимизации процесса ППН шнеков с разработкой специального наплавочного сплава и наплавочного оборудования. При восстановлении шнеков наплавку необходимо вести непосредственно на гребень витка, т. е. на поверхность ограниченной ширины и большой кривизны. В этих условиях очень трудно обеспечить заданные размеры и форму валика, особенно при наплавке деталей малого диаметра (20…40 мм), имеющих ширину витка всего 3…4 мм. Чтобы решить эту задачу, необходимо было исследовать особенности формирования валика на узкой подложке и установить связь между его формой и основными технологическими параметрами процесса плазменной наплавки.
Формирование валика на гребне витка шнека. Профиль поперечного сечения наплавляемого валика формируется под воздействием многихфакторов: поверхностного натяжения металла сварочной ванны, силы тяжести, давления дуги и др. [6–8]. Главная особенность формирования заключается в том, что ширина валика у его основания всегда равна ширине витка (рис. 2).

В этом случае важнейшим параметром, от которого зависит форма валика, является его полнота, т.е. площадь поперечного сечения Sн. С увеличением Sн растет высота hн, а также изменяется коэффициент формы K валика (K = bн/hн) и угол контакта валика с подложкой Θк (рис. 3).
Форма валика становится более благоприятной с точки зрения припусков на механическую обработку (bн > bв), но возрастает опасность стекания металла сварочной ванны в процессе наплавки. Поэтому при наплавке со свободным формированием сечение валика, а, следовательно, и его высоту можно увеличить лишь до некоторого предела, зависящего от ширины витка шнека и капиллярной постоянной металла сварочной ванны. На рис. 4 приведены оптимальные для наплавленного металла типа 220Х18Ф8М2Н3 [9, 10]


Рис. 4. Оптимальные площадь поперечного сечения Sн.о и высота hн.о наплавленного валика для разной ширины гребня витка b
Значения Sн.о и hн.о, при которых обеспечивается благоприятная форма валиков (Θк > 90°; bн > b) и отсутствует стекание жидкого металла сварочной ванны в боковых направлениях. Однако площадь поперечного сечения валика при данной ширине витка неоднозначно определяет его форму. Последняя во многом зависит также от технологических параметров процесса — тока дуги Iд, скорости наплавки Vн, смещения дуги с зенита а (рис. 1, а) и др.
При плазменно-порошковой наплавке на оптимальных режимах проплавление основного металла незначительно [11], так что площадь поперечного сечения валиков пропорциональна величине отношения подачи порошка Gп к скорости наплавки Vн. Поддерживая это отношение постоянным, можно получать наплавленные валики с заданной Sн при различной производительности процесса наплавки. Однако с увеличением подачи присадочного порошка приходится повышать ток дуги, что, в свою очередь, приводит к увеличению длины сварочной ванны (рис. 5).

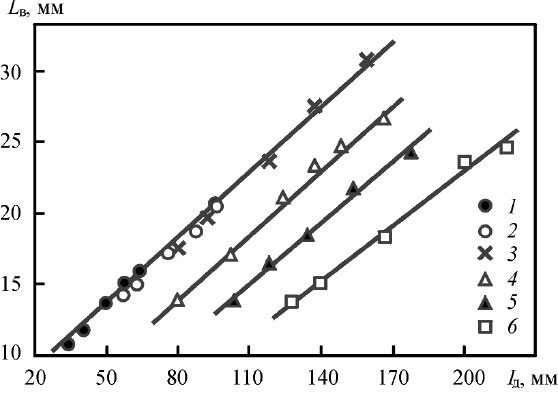
Рис. 5. Зависимость длины сварочной ванны Lв от тока дуги Iд при ширине гребня b [6]: 1 — b = 4 мм; 2 — 5; 3 — 7; 4 — 10; 5 — 15; 6 — 20
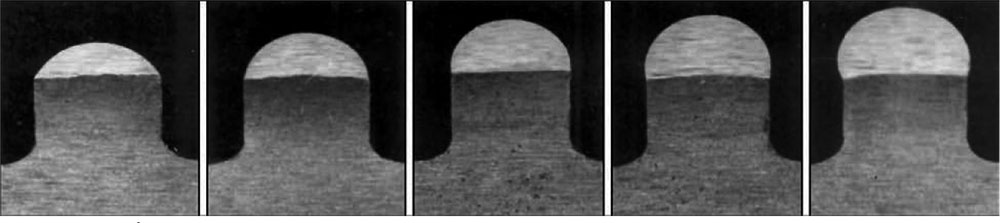
Как видно из рис. 5, длина сварочной ванны особенно велика при малой ширине витка (до 8 мм), когда наплавка выполняется без поперечных колебаний плазмотрона на относительно больших токах. Если длина сварочной ванны достигает критической величины Lкр для данного диаметра детали D, процесс наплавки нарушается из-за стекания жидкого металла (рис. 6), которое не удается предотвратить за счет смещения дуги с зенита. По нашим данным Lкр = (0,22….0,26)D.
 и большей (б); D = 90 мм; b = 7 мм")

Рис. 6. Внешний вид наплавленных валиков при длине ванны меньше критической (а) и большей (б); D = 90 мм; b = 7 мм
Наплавка витков шириной более 8 мм ведется с поперечными колебаниями плазмотрона, благодаря чему при одинаковых токах сварочная ванна имеет меньшую длину (см. рис. 5). Кроме того, в этих случаях наплавляемые детали, как правило, имеют больший диаметр, так что на практике критическая длина ванны обычно не достигается.
В свою очередь длина сварочной ванны сильно зависит от высоты витка, что связано с изменением условий теплоотвода в деталь. С увеличением высоты витка длина ванны также увеличивается, хотя ток при этом требуется меньший (рис. 7).
 и тока дуги Iд (штриховая) от высоты витка h при ширине гребня b: 1 — b = 4 мм; 2 — 7; 3 — 15")
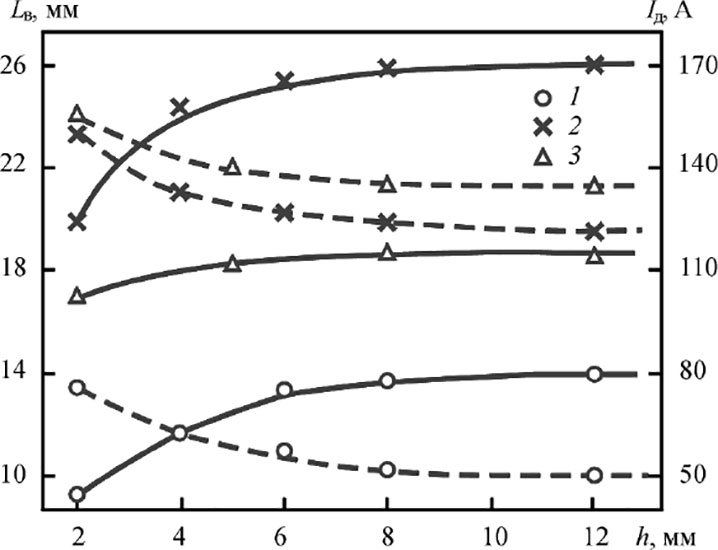
Рис. 7. Зависимость длины сварочной ванны Lв (сплошная) и тока дуги Iд (штриховая) от высоты витка h при ширине гребня b: 1 — b = 4 мм; 2 — 7; 3 — 15
Чем выше виток, тем заметнее удлинение ванны. У реальных деталей высота витка обычно изменяется от 2…3 мм (зона дозирования) до 15…20 мм (зона загрузки). В этих условиях при одинаковой скорости наплавки в одном месте шнека длина сварочной ванны может быть меньше критической, а в другом, наоборот, больше.
Кроме длины сварочной ванны при выборе оптимальных параметров режима наплавки следует также учитывать форму поперечного сечения валика, от которой зависят припуски на механическую обработку. Она в большой степени зависит от скорости наплавки и смещения плазмотрона с зенита. Влияние этих параметров на форму валиков с одинаковой площадью поперечного сечения показано на макрошлифах (рис. 8).
 (смещение с зенита 11 мм) и разным смещением с зенита (б) (скорость наплавки 8 м/ч)")
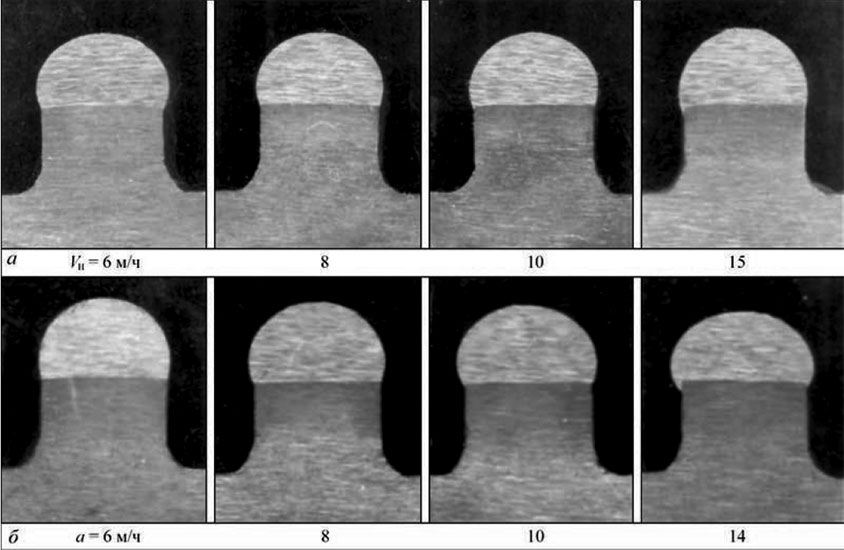
Рис. 8. Макрошлифы валиков одинакового сечения, наплавленных на гребни витков шириной 7 мм с разными скоростями (а) (смещение с зенита 11 мм) и разным смещением с зенита (б) (скорость наплавки 8 м/ч)
(Открыть изображение в полном размере: )
Как видно (рис. 8, а), с увеличением Vн при постоянном смещении плазмотрона с зенита а форма валиков ухудшается. Они становятся более выпуклыми и уменьшаются боковые нависания наплавленного металла. Это происходит из-за удлинения хвостовой части сварочной ванны, поскольку с увеличением Vн обязательно необходимо увеличивать и сварочный ток.

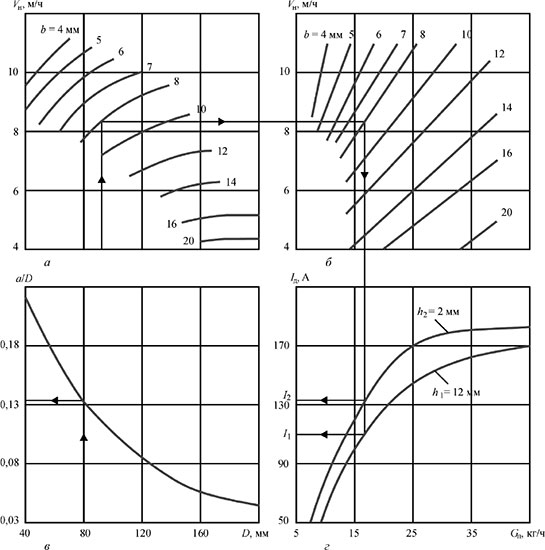
Рис. 9. Номограммы для выбора параметров режима наплавки шнеков: а — скорости наплавки Vн; б — подачи порошка Gп; в — смещения плазмотрона с зенита а; г — тока дуги Iд
(Открыть изображение в полном размере: )
Увеличение смещения плазмотрона с зенита в сторону противоположную вращению детали наоборот улучшает форму валиков (рис. 8, б), они становятся шире и более плоскими, так как формируются в условиях большего давления дуги. Однако увеличивать смещение можно лишь до определенного предела, при котором не нарушается равновесие между гидростатическим давлением жидкого металла сварочной ванны и давлением дуги. По нашим данным смещение не должно превышать 2/3Lв. На практике это примерно (0,10….0,12)D. В противном случае ванну трудно будет удержать на поверхности витка и жидкий металл начнет стекать. Особенно важен этот параметр при наплавке деталей малого диаметра 40…60 мм. С увеличением диаметра детали и ширины витка, когда наплавка ведется с колебаниями плазмотрона, смещение с зенита может быть увеличено до 0,2D.
Таким образом, влияние на процесс наплавки тока дуги, скорости наплавки и смещения плазмотрона с зенита — этих трех тесно связанных друг с другом параметров режима проявляется через изменение размеров и формы сварочной ванны.
Проведенные исследования показывают, что для каждого типоразмера детали существует сравнительно узкая область режимов наплавки, в которой обеспечивается благоприятная форма валиков и отсутствует стекание жидкого металла. Результаты исследования влияния технологических параметров наплавки на формирование валиков были обработаны методом математической статистики. В расчет принимали только те режимы наплавки, которые обеспечивали оптимальное сечение наплавляемого валика, хорошее его формирование и минимальное проплавление основного металла. Количество точек, в которых проводились наблюдения, составило 78. На основе полученных данных построены номограммы для выбора режимов наплавки, удобные для практического использования (рис. 9).
Для примера на них показана последовательность выбора параметров режима наплавки шнека диаметром 90 мм с шириной гребня витка 8 мм. Параметры режима — скорость наплавки, подача порошка и смещение плазмотрона с зенита являются постоянными по всей длине шнека, а ток дуги при переходе от зоны загрузки к зоне дозирования должен в соответствии с уменьшением высоты витков с h1 до h2 увеличиваться с I1 до I2.
Как уже упоминалось, при ширине витков более 8 мм наплавка ведется с колебаниями плазмотрона. В этом случае амплитуда А и частота колебаний f определяются по формулам:

Предложенная методика позволяет ориентироваться в выборе оптимальных параметров режима наплавки, которые на практике необходимо уточнять в зависимости от теплофизических свойств основного и присадочного материалов, фракции порошка и конструкции плазмотрона.
Оборудование для наплавки. Фирмой «Плазма-Мастер Лтд» разработаны два типа оборудования для плазменно-порошковой наплавки шнеков экструдеров и термопластавтоматов. Это установки, создаваемые на базе токарно-винторезных станков и специализированные установки, имеющие собственную станину с вращателем и задним центром.

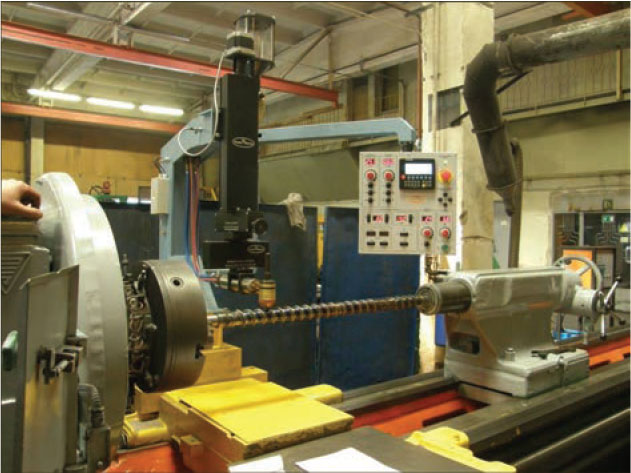
Рис. 10. Установка для плазменно-порошковой наплавки на базе токарно-винторезного станка и аппарата РМ-300
В первом случае станок используется в качестве готовой станины, на суппорт которого устанавливается специально разработанный наплавочный аппарат PM-300, содержащий плазмотрон, колебательный механизм с корректором, питатель порошка, механизм подъема и пульт управления. Габариты станка подбираются в зависимости от максимальной длины наплавляемых деталей. Кинематика станка после некоторых переделок позволяет вращать деталь с необходимой скоростью и перемещать аппарат с плазмотрона на заданный шаг наплавки. Управление процессом наплавки производится с единого пульта, расположенного на аппарате.
Система управления выполнена на базе программируемого контроллера (PLC), который позволяет точно настраиваться на шаг витков шнека и следить за параметрами процесса. В состав установки входят также шкаф управления, инверторный источник сварочного тока и блок автономного охлаждения плазмотрона. Такой тип установки целесообразно создавать, если у Заказчика имеется свободный токарный станок необходимой длины. Несмотря на некоторые неудобства в работе, такой подход позволяет заметно уменьшить общую стоимость установки. Пример такой установки показан на рис. 10.


Рис. 11. Установка PM-307 для плазменно-порошковой наплавки шнеков экструдеров и термопластавтоматов
В других случаях более оправданно использовать специализированную установку PM-307 (рис. 11). В ней изначально имеются все необходимые механизмы, управляемые от общего пульта. В качестве приводов используются шаговые двигатели. Направляющие, по которым передвигается наплавочный аппарат, расположены на балке в верхней части установки, что позволяет избежать попадания на них присадочного порошка и тем самым преждевременного их износа.
В установке используется вращатель с наклоняемой осью, что дает возможность наплавлять не только цилиндрические, но также конические и торцевые поверхности. В таком варианте она становится более универсальной. Установка позволяет наплавлять цилиндрические детали диаметром от 20 до 300 мм и длиной 4500 мм в автоматическом и полуавтоматическом режимах. Число управляемых осей может быть от 3 до 5.
Материалы для наплавки. Исходя из условий эксплуатации и конструктивных особенностей шнеков экструдеров и термопластавтоматов, сплавы, предназначенные для их наплавки, должны удовлетворять ряду требований. Кроме высокой износостойкости, они должны иметь достаточную коррозионную стойкость при переработке агрессивных полимеров, хорошую совместимость при трении с металлом цилиндра и высокие технологические свойства при наплавке. В мировой практике чаще всего для этих целей используют сплавы на основе никеля и кобальта. Во избежание трещин в наплавленном слое детали предварительно подогревают до температуры 400…500 °С, а иногда применяют сопутствующий подогрев.
: а — оптический микроскоп
(×500); б — электронный микроскоп (×3000)")
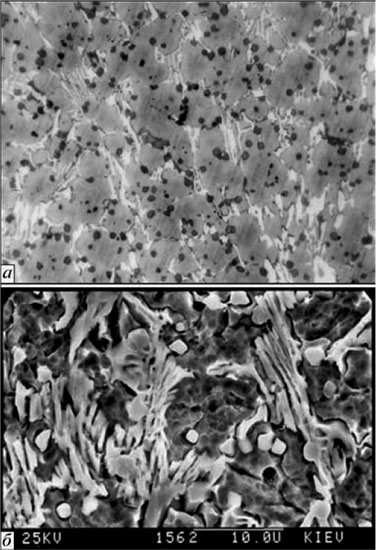
Рис. 12. Микроструктура металла, наплавленного порошком ПР-Х18ФНМ (PMalloy 21): а — оптический микроскоп (×500); б — электронный микроскоп (×3000)
(Открыть изображение в полном размере: )
Как показывает опыт, предварительный подогрев таких деталей не только усложняет процесс наплавки, но и заметно его удорожает. С участием автора специально для ППН шнеков разработан износостойкий сплав на основе железа системы Fe–Cr–V–Mo–C, стойкий против трещин [9, 10]. В настоящее время он выпускается в виде порошка марки ПР-Х18ФНМ (PMalloy 21). Данный сплав относится к классу высокованадиевых чугунов. Особенностью структуры этого сплава является очень мелкое зерно (10…15 мкм) и веерообразная форма эвтектики, располагающейся в виде отдельных колоний, как бы внедренных в аустенитно-мартенситную матрицу (рис. 12).
Такое строение эвтектики обеспечивает сплаву сочетание высокой прочности и пластичности σ = 1000 МПа, αн = 25·102 МПа. Твердость металла после наплавки HRC 43…45. После отпуска при температуре 650 °С, 2 ч твердость его за счет вторичного твердения повышается до HRC 52…53. Основной износостойкой фазой сплава являются карбиды ванадия VC.

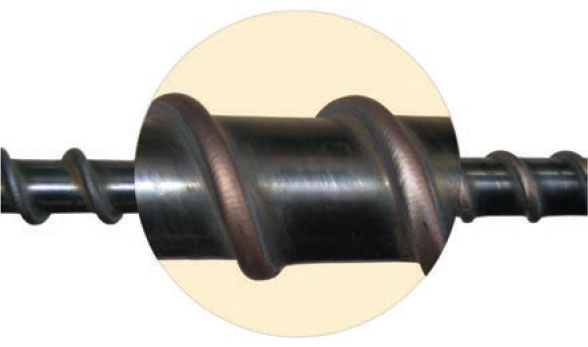
Порошок марки ПР-Х18ФНМ (PMalloy 21) используется широко в промышленности для наплавки шнеков в Украине, России, Польше и других странах. За более чем 20-летний период накоплен большой опыт по наплавке и эксплуатации наплавленных деталей как при переработке чистых, так и наполненных полимеров. Порошок обеспечивает прекрасное формирование наплавленного металла (рис. 13) и при правильном выборе режимов наплавки полное отсутствие в нем трещин, даже на очень массивных деталях. Это важное технологическое преимущество данного сплава позволяет отказаться от предварительного подогрева заготовки и тем самым значительно упростить и удешевить процесс наплавки.
Следует отметить также, что наплавка позволяет не только восстановить дорогостоящую деталь, но и существенно повысить ее износостойкость. По сравнению с новыми азотированными шнеками восстановленные детали показывают стойкость в 3…5 раз выше, в зависимости от вида перерабатываемого материала. Она также в 1,2…1,5 раза выше по сравнению со шнеками, наплавленными сплавами ПГ-СР3 и Stellite 6.
Выводы
- При плазменной наплавке на узкий гребень витка шнека форма валика зависит от его полноты (площади поперечного сечения), скорости наплавки и смещения плазмотрона с зенита. Для обеспечения наилучшего формирования валика необходимо, чтобы смещение с зенита равнялось примерно 2/3 длины сварочной ванны, а длина самой ванны не превышала 0,22…0,26 диаметра детали.
- Предложенная методика выбора режимов наплавки шнеков позволяет ориентироваться в выборе основных параметров процесса — тока дуги, скорости наплавки, подачи порошка и смещения плазмотрона с зенита в зависимости от геометрических размеров детали — диаметра, ширины и высоты витков.
- Разработанные оборудование, технология и наплавочный порошок ПР-Х18ФНМ (PMalloy21) позволяют не только эффективно восстанавливать изношенные шнеки, но и существенно повысить их износостойкость по сравнению с новыми азотированными деталями.
Список использованной литературы
- Lülsdorf (1975) Verschleissprobleme mit Zylinder und Schnecke beim Extrudieren. Reilloy-Bericht, 4, 1–8.
- (1977) Plasma arc weld surfacing – new route to hardfacing screws. Plastics Technology, 23, , 17–19.
- Фрумин И.И., Сом А.И., Гладкий П.В. (1981) Плазменная наплавка червяков экструдеров полимерных машин. Сб. Теоретические и технологические основы наплавки. Наплавка в машиностроении и ремонте. Киев, ИЭС им. Е.О. Патона, сс. 13–21.
- Сом А.И., Гладкий П.В., Переплетчиков Е.Ф. (1985) Повышение сроков службы эструдеров плазменной наплавкой. Наплавка. Опыт и эффективность применения. Киев, ИЭС им. Е.О. Патона, сс. 89–93.
- Górka , Czupryński A., Kik T., Melcer M. (2011) Przemysłowe aplikacje napawania plazmowego proszkowego. Przeglad Spawalnictwa, 9, 87–94.
- Сом А.И., Гладкий П.В. (1984) Особенности плазменной наплавки на узкую подложку. Новые процессы наплавки, свойства наплавленного металла и переходной зоны. Киев, ИЭС им. Е.О. Патона, сс. 20–24.
- Емельянов И.А. (1972) Влияние сил поверхностного натяжения и внешнего давления на форму поверхности наплавленного валика. Труды ЛИВТ «Технология судостроения и судоремонта», , 135–145.
- Якобашвили С.Б. (1974) Влияние сил поверхностного натяжения на форму наплавленного валика. Сварочные процессы в металлургии. Тбилиси, Мецниереба, 1, сс. 89–99.
- Сом А.И., Гладкий П.В., Переплетчиков Е.Ф. (1983) Новый износостойкий сплав для плазменной наплавки. Теоретические и технологические основы наплавки. Наплавочные материалы. Киев, ИЭС им. Е.О. Патона, сс. 7–11.
- Сом А.И. (2016) Сплав на основе железа для плазменно-порошковой наплавки шнеков эструдеров и термопластавтоматов. Автоматическая сварка, 7, 22–27.
- Гладкий П.В., Переплетчиков Е.Ф., Рябцев И.А. (2007) Плазменная наплавка. Киев, Экотехнология.